



Rahne Eric, Dipl.-Ing. Elektrotechnik, Gründer der PIM Professionelle Industrielle Messtechnik GmbH, Experte für Schwingungsdiagnose
Immer mehr Unternehmen erkennen, dass durch die Zustandsüberwachung und -verfolgung von rotierenden Maschinen mittels Schwingungsdiagnose effektive Wartungsarbeiten durchgeführt, Wartungskosten gesenkt und ungeplante Maschinenstillstände seltener (oder sogar ganz vermieden) werden können. Oft wird die regelmäßige Schwingungsanalyse des Maschinenparks von externen Fachfirmen durchgeführt, aber aufgrund der hohen Kosten besteht häufig Bedarf an Messungen oder sogar Diagnosen innerhalb des Unternehmens. Hierfür sind geeignete Messgeräte von vielen Unternehmen erhältlich. Abgesehen von den Unterschieden in den Fähigkeiten und Preisen haben tragbare Messgeräte jedoch eine Gemeinsamkeit: Die Maschinenvibrationen müssen mit dem zum Gerät gehörenden Schwingungssensor "gespürt" werden. Auch wenn dies einfach erscheint, begehen unerfahrene Bediener oft Fehler in diesem Bereich, die die Messergebnisse nicht nur ungenau, sondern sogar fragwürdig machen können. Schauen wir uns also an, worum es hier geht:
Jede mechanische Vibration ist natürlich am stärksten an ihrem Entstehungsort. Die Energieübertragung der Vibration erfolgt in jedem Material mit mehr oder weniger starker Dämpfung (z. B. Stahl dämpft nur schwach, Gummi hingegen absorbiert Vibrationen stark). Je höher die Frequenz der Vibration ist, desto stärker ist ihre Dämpfung. Dadurch können niederfrequente Vibrationen auch über größere Entfernungen vom Ursprung aus wahrgenommen werden, während die Erfassungsreichweite von hochfrequenten (mehrere kHz) Vibrationen (z. B. Lager-Vibrationen) sehr begrenzt ist. Zusätzlich zur erwähnten Dämpfung muss auch berücksichtigt werden, dass zusätzliche Vibrationsenergie verloren geht, wenn die Vibration von einem Körper auf einen anderen übertragen wird (in unserem Fall: Maschinenteil). Je enger zwei Elemente miteinander verbunden sind, desto stärker wird die Vibrationsenergie übertragen. Nicht miteinander verbundene Elemente folgen nicht den Vibrationen des anderen. Erschwerend kommt hinzu, dass die von kleinen, hochfrequenten Elementen (z. B. Lagerkomponenten) erzeugte Bewegungsenergie oft zu gering ist, um größeren Körpern Vibrationen zur Anregung zu übertragen. Deshalb muss die folgende Grundregel beachtet werden: Messen Sie so nah wie möglich an der Vibrationsquelle! Bei rotierenden Maschinen sollte an den Lagergehäusen gemessen werden, da dort die durch Fehler der rotierenden Teile verursachten Vibrationen übertragen werden und auch die aus dem Lagerfehler resultierenden (hochfrequenten) Vibrationen nur dort gemessen werden können! Messen Sie niemals an lockerer Verkleidung oder an separat stehenden - nicht eng verbundenen - Maschinenelementen, wenn Sie an den Vibrationen der rotierenden Maschinenteile interessiert sind! (Es lohnt sich nur, an den genannten Elementen Messungen durchzuführen, wenn der Verdacht besteht, dass sie mit einer Anregung der Maschine in Resonanz geraten können.)
Es ist wichtig, in welchem Frequenzbereich die Vibrationen gemessen werden sollen. Für die Zustandsbewertung von Maschinen wird häufig der im ISO 10816-Standard empfohlene Frequenzbereich angewendet, der besagt, dass Vibrationen im Bereich von 10 Hz bis 1 kHz gemessen werden sollten (skaliert als Effektivwert der Geschwindigkeit). Bei Maschinen mit einer Drehzahl von 3000 U/min oder schneller ist es ratsam, den Frequenzbereich auf 10 Hz bis 2 ... 3 kHz einzustellen, während bei langsamen Maschinen (einige 100 U/min) die Vibrationen bereits ab 2 Hz gemessen werden sollten. Abhängig von der Drehzahl der Maschine variiert also unsere Messaufgabe und die zu berücksichtigenden Bedingungen. Typische Industriemaschinen (1500 bzw. 3000 U/min) können mit den meisten "Standard"-Sensoren, die in den meisten Messgeräten enthalten sind - meist piezoelektrische Beschleunigungssensoren mit integriertem Ladungsverstärker (ICP) - genau gemessen werden, vorausgesetzt, der Sensor wurde ordnungsgemäß am Messobjekt befestigt. (Dazu später mehr.) Elektrodynamische Schwingungsgeschwindigkeitssensoren sind ebenfalls für langsam drehende Maschinen oft noch besser geeignet als piezoelektrische Sensoren: Bedenken Sie, dass in piezoelektrischen Sensoren die Ladung entsteht, wenn sich die auf den Piezokristall ausgeübte Kraft ändert, die dann verstärkt wird und als Signal betrachtet werden kann. Bei langsamen Bewegungen - obwohl der Hub oder die Geschwindigkeit groß sein können - gibt es kaum Beschleunigung, sodass die auf den Piezokristall wirkenden Kräfte konstant bleiben und daher keine Ladung und kein Signal erzeugt wird. Die kleinste messbare Resonanzfrequenz mit piezoelektrischen Sensoren (kleinformatig) für die Messung von Maschinen vibrationen liegt bei etwa 1 ... 2 Hz (bei 0,3 Hz tritt normalerweise bereits eine Dämpfung von 3 dB auf). Bei schnell drehenden Maschinen sind jedoch fast ausschließlich piezoelektrische Sensoren für die Messung von hochfrequenten Vibrationen geeignet. Es ist nicht ungewöhnlich, dass ihr Messfrequenzbereich bis zu 15 ... 30 kHz reicht. Bei der Messbarkeit von hochfrequenten Vibrationen muss jedoch auch die physikalische Tatsache berücksichtigt werden, dass diese nur von möglichst leichtgewichtigen - mit möglichst hoher Eigenfrequenz ausgestatteten - Elementen gut verfolgt werden können. Dies gilt natürlich auch für den erforderlichen Sensor für die Messung. Wenn er nicht verschraubt ist, sollte für die Messung von hochfrequenten Vibrationen ein möglichst leichter Sensor verwendet werden. Bei Verwendung eines Haltemagneten sollte dieser ebenfalls möglichst leicht sein.
Leider führt dies zu einer Verringerung der Magnetkraft, was ausgesprochen nachteilig ist.) Das größte Problem ist jedoch die Übertragung von Vibrationen von der zu messenden Oberfläche auf den Sensor: Die Art der mechanischen Kopplung des Sensors beeinflusst die Messung im Hochfrequenzbereich entscheidend!Dies ist wirklich das heikelste Thema! Die Erfassungsrichtung der Sensoren fällt fast immer mit ihrer Mittelachse zusammen. Für eine korrekte Messung muss sichergestellt werden, dass der Sensor die Bewegung des Messpunkts (also der Oberfläche des Maschinenelements) in dieser Richtung so gut wie möglich verfolgt. Je nach Qualität der Verfolgung der Vibrationen müssen wir möglicherweise mit unterschiedlichen Messergebnissen rechnen! Was ist der Grund dafür? Natürlich gilt auch für den Sensor die Tatsache, dass bei der Übertragung von Vibrationen Verluste auftreten - je höher die Frequenz der Vibration ist, desto schwerer kann der Sensor diese verfolgen. Die Erkennbarkeit von Vibrationen mit hoher Frequenz hängt also davon ab, welche Verbindung zwischen Sensor und Messfläche hergestellt wird. Die Zusammenhänge zeigt das folgende Diagramm:
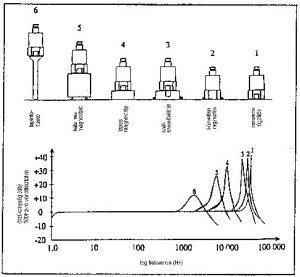
Die Befestigungsabhängigkeit des Frequenzgangs Viele Messgeräte werden mit einem Sensor-Taststift geliefert, mit dem auch schwer zugängliche - für die magnetische Befestigung ungeeignete - Messpunkte gemessen werden können. Bei dieser Methode können jedoch hochfrequente Vibrationen ungenau oder überhaupt nicht gemessen werden. Der Sensor verfolgt nur diejenigen Vibrationen, die er durch den manuellen Druck des Taststifts erhält. Dies kann niemals über 2 ... 3 kHz liegen! Es ist vollkommen falsch, wenn wir versuchen, Vibrationen mit einer Frequenz von 5 kHz oder höher mit einem manuellen Taststift oder sogar einem mechanisch integrierten Sensor des Messgeräts zu messen. Diese Vibrationen werden nicht vom Sensor erfasst, stattdessen wird die Eigenfrequenz des Sensors oder des mitschwingenden Taststifts und der Gerätekomponenten unsere Messung beeinflussen! Zur Überprüfung der Genauigkeit der Messung mit dem Taststift erhöhen wir vorübergehend den Druck. Wenn sich der ablesbare Wert ändert, müssen wir den Kontakt zum Messpunkt überprüfen (Farbe, lockeres Element ...). Wenn dies nicht hilft, verwenden Sie unbedingt einen Haltemagneten oder montieren Sie den Sensor mit einer Gewindeschraube direkt am Gerät.

In der Praxis hat sich die Verwendung von magnetischen Halterungen (Haltemagneten) als allgemeine Lösung bewährt, da sie auch bei wiederholten Messungen gleiche Messbedingungen bieten, schnell zu handhaben sind und der Messende nicht gezwungen ist, den Sensor während der Datenaufnahme am Messpunkt festzuhalten. Die von Sensor- und Geräteherstellern gelieferten Magnete - vorausgesetzt, sie werden richtig behandelt - können über Jahre hinweg die erforderliche Haltekraft für eine starke Verbindung zwischen Sensor und Messfläche in industriellen (also nicht sterilen Labor-) Umgebungen bereitstellen. Vergessen Sie jedoch nicht, dass zur Übertragung hoher Frequenzen alle Verschmutzungen und dicken Farbschichten entfernt werden müssen, auch wenn Magnete verwendet werden, da sie unabhängig von der Stärke des verwendeten Magneten als mechanische Filter wirken.
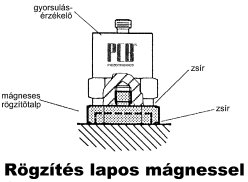
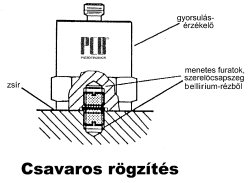
Nicht überraschend ist jedoch, dass selbst bei Verwendung eines Haltemagneten nur in einem sehr begrenzten Frequenzbereich gemessen werden kann, da nur die Magnetkraft die Übertragung von Vibrationen ermöglicht. Es ist nachteilig, dass zur Erzielung einer stärkeren Haftung ein immer größerer Magnet verwendet werden müsste, aber der Magnet und der Sensor verhalten sich wie ein Körper, der aufgrund seines zunehmenden Gewichts immer weniger bereit ist, hochfrequente Vibrationen zu verfolgen. Im Allgemeinen können wir sagen, dass bei Verwendung eines proportional dimensionierten Magneten und einer geeigneten Messfläche (eben, sauber, unbeschichtet) bis zu 8 ... 10 kHz gemessen werden können. Wenn Sie über diese Frequenzgrenze hinaus Vibrationen messen möchten, müssen Sie völlig andere Befestigungstechnologien anwenden. Wenn wir eine Unterlegscheibe auf die zu messende Oberfläche kleben und den Sensor daran verschrauben, können wir mit geeignetem Klebstoff bis zu 20 kHz messen. Die messbare Frequenzbandbreite erweitert sich auf etwa 30 kHz, wenn wir uns für die direkte Verklebung des Sensors entscheiden. (Natürlich sollten für diese Frequenzen entsprechend hochfrequenzfähige Sensoren verwendet werden.) Wenn wir jedoch bis zu 40 kHz messen möchten, ist nur eine Lösung möglich: den Sensor direkt auf die zu messende Oberfläche (eben, sauber, unbeschichtet) zu montieren. Die Übertragung der Vibrationen muss durch das Einsetzen von Wachs zwischen Sensor und Messfläche unterstützt werden.
Zu beachten ist, dass wir in einigen Fällen zusätzlichen Problemen gegenüberstehen müssen. Einerseits kann das Gewicht des Sensors (sowie des Taststifts bzw. des Haltemagneten) den gemessenen Wert beeinflussen. Eine Faustregel besagt, dass wir Messergebnisse nur mit Vorbehalt akzeptieren sollten, die an Maschinenelementen gemessen wurden, die weniger als das 10-fache des Gesamtgewichts des Sensors (also mit Magnet oder Taststift) wiegen. Andererseits - wie aus dem zuvor gezeigten Frequenzgang-Diagramm hervorgeht - tritt bei der oberen Grenzfrequenz jeder Montagetechnologie eine sogenannte Koppelresonanz auf. Aus diesem Grund kann es bei Messungen mit einem Taststift zur Resonanzverstärkung von etwa 3 kHz und bei magnetischer Befestigung von ungefähr 10 kHz kommen. Die Konsequenz davon sind völlig unrealistische Messergebnisse. Wir hoffen, dass dieser Artikel eine physikalische Erklärung für alle Fälle geliefert hat, in denen bei Schwingungsmessungen auf "seltsame" Werte gestoßen wird. Es ist auf jeden Fall ratsam, die Sensoranbindung entsprechend zu wählen und mit angemessener Sorgfalt umzusetzen. Glauben Sie uns, davon hängt das Ergebnis unserer Messung viel mehr ab als von den Fähigkeiten des Sensors oder des Messgeräts! (Zum Beispiel kann ein Gerät bis zu 20 oder sogar 40 kHz messen, aber wenn die Schwingungserfassung mit einem Magneten oder - im schlimmsten Fall - mit einem Taststift erfolgt, ist dies nutzlos!) PIM Professionelle Industrielle Messtechnik GmbH H-1221 Budapest, Tanító u. 19/A Tel.: (1) 424-00-99 Fax: (1) 424-00-97 E-Mail: pim@pim-kft.hu Website: www.pim-kft.hu www.thermografie.hu www.maschinenexperte.hu
Der Inhalt der Veröffentlichung ist urheberrechtlich geschützt. Die (auch teilweise) Nutzung, elektronische oder gedruckte Weiterveröffentlichung ist nur mit Angabe der Quelle und des Autors sowie mit der vorherigen schriftlichen Genehmigung des Autors gestattet. Die Verletzung des Urheberrechts hat rechtliche Konsequenzen.
Copyright © PIM Professzionális Ipari Méréstechnika Kft.
2026 | Minden jog fenntartva
Impresszum | Adatkezelés