



Rahne Eric, Dipl.-Ing. Elektrotechnik, Gründer der PIM Professionelle Industriemess- und Prüftechnik GmbH, Experte für Schwingungsdiagnose
Vor allem für die präventive Instandhaltung rotierender Maschinen und für die täglichen Reparaturarbeiten ist die Anwendung eines einfach zu bedienenden, aber klare Ergebnisse liefernden und zuverlässigeren Handmessgeräts erforderlich, um Eingriffe rechtzeitig, am richtigen Ort und auf angemessene Weise gemäß dem Zustand der Maschinen durchzuführen. Idealerweise sollte das Messverfahren so gestaltet sein, dass es auch ohne Schwingungsdiagnoseerfahrung und Ingenieurausbildung leicht durchgeführt werden kann. Eine verbreitete Methode basiert auf der Messung des Effektivwerts der Schwingungsgeschwindigkeit. Die Handmessgeräte zur Verfügung stellen den Effektivwert der Schwingungsgeschwindigkeit (RMS-Wert) im Frequenzbereich von 10 bis 1000 Hz bzw. von 10 Hz bis 2000 Hz. Diese Bereiche umfassen die häufigsten Frequenzen, die für die mechanischen Fehler und Probleme rotierender Maschinen typisch sind. Beispiele hierfür sind Unwuchten, Fehler bei der Ausrichtung von Wellen und Getrieben, Kavitation und andere durch Flüssigkeitsströmungen verursachte Vibrationen. Basierend auf den beobachtbaren Zusammenhängen zwischen dem Schwingungspegel und dem aktuellen Maschinenzustand bzw. den maschinentechnischen Problemen kann der Benutzer schnell sein typisches Wissen über die untersuchten Maschinen aufbauen. Die Interpretation der gemessenen Schwingungspegel wird auch durch verschiedene Schwingungspegelinterpretationsnormen unterstützt. Ein Beispiel hierfür ist die Norm ISO2372 (bzw. ISO 3945), die seit mehreren Jahrzehnten in Gebrauch ist und in den meisten Fällen eine gute Interpretation für den kontinuierlichen Betrieb von Maschinen ermöglicht. Natürlich können die gemessenen Schwingungswerte auch anhand genauerer Regeln basierend auf den Erfahrungen vor Ort interpretiert werden.
Jede mechanische Vibration ist natürlich am stärksten an ihrem Entstehungsort. Die Übertragung der Vibrationsenergie erfolgt in jedem Material mehr oder weniger stark gedämpft (z. B. Stahl dämpft nur schwach, Gummi hingegen absorbiert Vibrationen stark). Je höher die Frequenz der Vibration ist, desto stärker ist ihre Dämpfung. Dadurch können niederfrequente Vibrationen auch in größerer Entfernung von der Quelle wahrgenommen werden, während die Erfassungsdistanz für hochfrequente (mehrere kHz) Vibrationen (z. B. Lager-Vibrationen) sehr begrenzt ist.
Neben der erwähnten Dämpfung ist auch zu beachten, dass zusätzliche Vibrationsenergie verloren geht, wenn die Vibration von einem Körper auf einen anderen (in unserem Fall: Maschinenteil) übertragen wird. Je enger die Verbindung zwischen zwei Elementen ist, desto stärker wird die Vibrationsenergie übertragen. Elemente, die nicht miteinander verbunden sind, folgen nicht den Vibrationen des anderen.
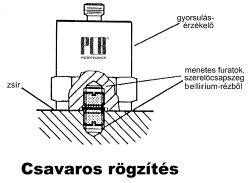
Die Ausrichtung der Sensoren fällt fast immer mit ihren Mittelachsen zusammen. Wenn der Sensor keinen Magneten hat, muss das Ende des Sensors - die Spitze oder der Taststift - fest gegen die Messstelle gedrückt werden. Das grundlegende Ziel sollte sein, dass der Sensor die Bewegung des Messpunkts (also der Oberfläche des Maschinenelements) so gut wie möglich verfolgt. Dazu können die Sensoren mit einem Taststift, einem Haltemagneten oder einem Gewindebolzen direkt auf die Messfläche platziert werden. Die beste mechanische Vibrationsübertragung wird mit dem Bolzen erreicht, während der Taststift die schlechteste Vibrationsübertragung bewirkt. (Letzteres ist daher für hochfrequente Vibrationen nicht wirklich messbar.) (Abbildungen 1, 2 und 3)

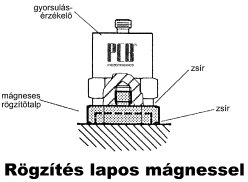
In der Praxis haben sich die Verwendung von magnetischen Befestigungsfüßen als allgemeine Lösung bewährt, da sie auch bei wiederholten Messungen einheitliche Messbedingungen bieten, schnell zu handhaben sind und der Messende den Sensor während der Datenaufnahme nicht am Messpunkt halten muss. Vergessen Sie jedoch nicht, dass zur Übertragung hoher Frequenzen alle Verunreinigungen und dicke Farbschichten entfernt werden müssen! Diese würden unabhängig von der Stärke des verwendeten Magneten als mechanische Filter wirken.
Bei den üblichen Messungen an horizontalen oder vertikalen Rotationsmaschinen sollten die drei grundlegenden Messrichtungen beachtet werden: Messen Sie senkrecht zur Rotationsachse horizontal und vertikal sowie in Achsrichtung (axial). Bei kurzen und steifen Wellen reicht es aus, die axiale Messung an einem Lager durchzuführen. Bei langen Wellen (z. B. Turbinen, Druckzylinder) ist es ratsam, auch an jedem Lager axial zu messen. Die Messergebnisse können sehr unterschiedlich sein!!!
Die einfachsten Handmessgeräte messen den Effektivwert (RMS-Wert) für den spezifizierten Messfrequenzbereich. Dieser Effektivwert ist der quadratische Mittelwert aller Schwingungskomponenten. Wenn z.B. die Vibration gleichzeitig von Unwuchten (4 mm/s), Achsfehlern (2 mm/s) und dem Zahnradgetriebe (5 mm/s) stammt, beträgt die resultierende Vibration - also der mit dem Gerät gemessene Effektivwert - 6,7 mm/s.
Diese Art von Handmessgeräten wird gemäß den Empfehlungen verschiedener Schwingungsbewertungsstandards für Messungen an Rotationsmaschinenlagern (bzw. deren Gehäusen) empfohlen. Für den unerfahrenen Benutzer wird empfohlen, zur Bewertung der Messergebnisse die Norm ISO 3945 als Grundlage zu verwenden, natürlich nicht gedankenlos. Es gibt Anforderungen, die strenger sind als die Norm und Fälle, die höhere Schwingungswerte als die Norm zulassen.
Die Standards basieren in der Regel auf der Messung der Schwingungsgeschwindigkeit in mm/s Effektivwert (RMS). Die bessere Verständlichkeit der Messergebnisse wird durch die Interpretation des abgelesenen Werts als mittlere Hin- und Herbewegungsgeschwindigkeit unterstützt. Die effektive Schwingungsgeschwindigkeit spiegelt am besten das Ausmaß unerwünschter Phänomene, "störender Energien", wider. Diese verursachen überall, wo sie messbar sind, Verschleiß und Materialermüdung in der Maschinenstruktur.
Die Norm ISO 3945 klassifiziert Maschinen in Klassen und unterscheidet zwischen elastisch und starr montierten Maschinen. (Letztere entsprechen der Klassifizierung nach Resonanzfrequenzen und Grunddrehzahlen der Maschinen. Zum Beispiel zeigt eine Maschine, die mit einer Gummilagerung oder Feder - also elastisch - montiert ist, oft Resonanzen bei niedrigen Drehzahlen. Die Maschine führt bereits bei sehr niedrigen Drehzahlen große Schwingungen aus. Wenn die Drehzahl diese kritischen Resonanzfrequenzen überschreitet, nimmt der Schwingungspegel ab. Bei einer starr montierten Maschine tritt dies nicht auf.
Modere Maschinen arbeiten mit hohen Drehzahlen, verfügen über relativ elastische Lager, Peripheriegeräte und Fundamente. Daher können sie auch als elastisch montiert behandelt werden, selbst wenn sie nicht mit Gummilagern oder Federn befestigt sind. In diesen Fällen erlaubt die Norm ISO 3945 etwas höhere Schwingungspegel im Vergleich zur starren Befestigung.
Mit Hilfe der Standards kann leicht entschieden werden, ob bestimmte Maschinen weiter betrieben werden können oder nicht. Akzeptieren Sie als Grundregel, dass bei Maschinen, die eine Vibration von mehr als 3 mm/s Effektivwert aufweisen (dazu gehören die häufigsten Maschinentypen wie Elektromotoren, Pumpen, Ventilatoren, Generatoren), die Ursache der Vibration ermittelt werden muss. Betreiben Sie keine Maschine weiter, die stärker als 7 mm/s vibriert, wenn Sie nicht sicher sind, dass die Maschine ohne zunehmende Schäden langfristig betrieben werden kann, da die Belastbarkeit der Maschinen sehr unterschiedlich ist.
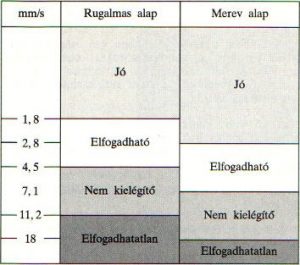
Der nächste Abschnitt basiert auf den Grenzwerten für Schwingungspegel gemäß der alten ISO3945-Norm für elastische Maschinen und gibt eine vereinfachte Erklärung der Schwingungspegel. Diese Liste kann als erste Annäherung verwendet werden, wenn eine Maschine bewertet werden muss, die neu in Betrieb genommen wurde oder nur für kurze Zeit in Betrieb war.
0 … 3 Geringe Vibrationen. Keine oder nur sehr geringe Lagerbelastung. Meist niedriges Geräuschniveau.
3 … 7 Spürbare Schwingungspegel konzentrieren sich oft auf ein spezifisches Bauteil oder eine Maschinenrichtung. Spürbare Lagerbelastung. Dichtungsprobleme bei Pumpen usw. Erhöhtes Geräuschniveau. Es wird empfohlen, die Ursache zu ermitteln. Planen Sie Eingriffe bei der nächsten planmäßigen Abschaltung. Überwachen Sie die Maschine und messen Sie den Schwingungspegel in kürzeren Abständen, um eine frühzeitige Erkennung von Verschlechterungen zu gewährleisten. Vergleichen Sie die Vibration mit anderen Betriebsparametern.
7 … 18 Hohe Vibrationen. Die Lager sind heiß. Überlastung der Lager führt zu häufigen Austauschen. Dichtungsprobleme, verschiedene Leckagen sind möglich. Wellen und Fundamente brechen. Hohes Geräuschniveau. Planen Sie sofortige Maßnahmen und tun Sie alles, um die Ursache zu ermitteln. Die Ausrüstung verschleißt sehr schnell.
18 … Sehr starke Vibrationen und sehr lautes Geräusch. Dies ist nicht mit einem sicheren Betrieb der Maschine vereinbar. Schalten Sie die Maschine ab, wenn die Stillstandskosten technisch oder wirtschaftlich gerechtfertigt sind. Es ist keine Maschine bekannt, die diesen Schwingungspegel ohne interne oder externe Schäden überstehen könnte. Reduzieren Sie die Betriebszeit auf das absolute Minimum.
(Die Tabelle ist in mm/s-Einheiten angegeben. Für Kolbenmaschinen /z.B. Kompressoren, Verbrennungsmotoren/ und für Maschinen, die mit konstanter mechanischer "Reibung" arbeiten /z.B. Mühlen/ ist der oben genannte Schwingungspegel-Grenzwert nicht anwendbar.)
Ein Schwingungspegel von 4,5 mm/s hat sich als wichtige Grenze für mechanisch abgedichtete Pumpen erwiesen. Bei höheren Schwingungspegeln steigt die Belastung der mechanischen Dichtungen und ihre Zerstörung beschleunigt sich.
Die am weitesten verbreiteten Handgeräte messen den Effektivwert der Vibrationsgeschwindigkeit im Frequenzbereich von 10 bis 1000 Hz bzw. 2000 Hz. Diese Bereiche umfassen die häufigsten Frequenzen, die für die meisten mechanischen Probleme von Rotationsmaschinen charakteristisch sind. Eine Unwucht, mechanische Lockerheit, Resonanz sowie Fehler bei der Einstellung von Achsen und Übersetzungen sind hervorragend erkennbar. Es gibt jedoch keine Informationen darüber, welches davon vorliegt oder dominiert, da wir weder Frequenz- noch Phasenwinkeldaten haben. Es gibt jedoch einige Methoden, mit denen die durch hohe Vibrationspegel angezeigte Fehlerquelle genauer abgegrenzt werden kann. Diese werden im Folgenden näher erläutert: a) Unwucht Da der Vibrationspegel nicht verrät, ob die dominierende Vibrationskomponente im Effektivwert von Unwuchten stammt, die Schwingungen mit der Drehzahl-Frequenz erzeugen, kann dies nur durch weitere Messungen überprüft werden: Zum Beispiel können wir durch Auswuchten mit der Zwei- oder Dreipunkt-Auswuchtungsmethode experimentell vorgehen oder das Gerät auf andere mögliche Fehlerquellen prüfen und durch Ausschluss die Wahrscheinlichkeit einer Unwucht feststellen. Wenn bereits Erfahrungen mit der Maschine vorliegen, kann die Frage vielleicht mit ein oder zwei Kontrollmessungen beantwortet werden. (z. B. Ventilatoren, die verschmutzte, staubige oder technologische Gase transportieren, neigen eher dazu, sich im Laufe der Zeit auszuwuchten, anstatt dass eine bisher unbekannte Resonanz auftritt. Aber auch lose Elemente können sich im Laufe der Zeit bilden. Daher kann eine Unwucht nicht allein aus einem einzigen Vibrationspegelwert abgeleitet werden!) Charakteristisch für Unwuchten ist, dass sie radiale Schwingungen erzeugen, die mit zunehmender Drehzahl quadratisch ansteigen. Axielle Schwingungen treten praktisch nicht auf. b) Resonanzen In jeder Rotationsmaschine sind natürliche Anregungen vorhanden, wenn auch manchmal nur in sehr geringem Maße (z. B. Unwucht bei der Drehzahl, Achsfehler bei der doppelten Drehzahl usw.). Wenn eine davon die gleiche oder ähnliche Frequenz hat wie die Resonanzfrequenz eines Maschinenelements, verstärkt sich die Schwingung in diesem Maschinenelement je nach Steifigkeit und Masse des betroffenen Maschinenelements, sodass das Maschinenelement in Resonanz gerät. Es tritt ein deutlich höherer Vibrationspegel auf, als wenn die Resonanz- und Anregungsfrequenz voneinander abweichen. Die grundlegende Resonanzfrequenz jeder Maschine ist die kritische Drehzahl der Rotationsachse, die sich aus der Steifigkeit und Masse der Achse ergibt. Aber jedes andere Maschinenelement hat auch Resonanzfrequenzen, auch die Hilfseinheiten und die Strukturen. Um das Vorhandensein einer Resonanz zu ermitteln, muss der Vibrationspegel an den Lagergehäusen in allen Messrichtungen gemessen werden. Wenn einer davon etwa dreimal höher ist als die anderen, können wir fast sicher sein, dass eine Resonanz vorliegt. Eine Resonanz verstärkt die mechanische Wirkung und erzeugt so die starke Schwingung in diese Richtung. Wenn eine Änderung der Maschinendrehzahl (falls möglich) starke Änderungen des Vibrationspegels bewirkt, muss dies immer als Hinweis auf eine Resonanz interpretiert werden. Darüber hinaus bietet dieses Phänomen die Möglichkeit, die Resonanzfrequenz zu bestimmen, aus der auf das resonierende Maschinenelement oder die Baugruppe geschlossen werden kann. (Die Resonanzfrequenz liegt bei der Drehzahl, bei der die Schwingung am stärksten ist.) c) Lockerung von Maschinenelementen, lose Befestigung Durch eine Schwingungsmessung an beiden Seiten einer verschraubten Verbindung können locker sitzende Maschinenelemente in der Verbindung gefunden werden. Zwei eng miteinander verbundene Maschinenelemente sollten auf beiden Seiten der Verbindung denselben Vibrationspegel aufweisen. Und natürlich sollten die Schrauben, die am Fundament befestigt sind, denselben Vibrationspegel wie das Fundament aufweisen, sofern sie nicht gelockert sind. PIM Professionelle Industrielle Messtechnik GmbH H-1221 Budapest, Tanító u. 19/A Tel.: (1) 424-00-99 Fax: (1) 424-00-97 E-Mail: pim@pim-kft.hu Webseite: www.pim-kft.hu www.thermografie.hu www.maschinenexperte.hu
Der Inhalt der Veröffentlichung ist urheberrechtlich geschützt. Die (teilweise) Nutzung, elektronische oder gedruckte Weiterveröffentlichung ist nur mit Angabe der Quelle und des Autors sowie mit der vorherigen schriftlichen Genehmigung des Autors gestattet. Die Verletzung des Urheberrechts hat rechtliche Konsequenzen.
Copyright © PIM Professzionális Ipari Méréstechnika Kft.
2026 | Minden jog fenntartva
Impresszum | Adatkezelés